Техническое задание
| Модель штамповки
| |
Необходимо выполнить моделирование процесса горячей штамповки заготовки для детали "корпус". Цель моделирования - проверка качества формообразования, прогнозирование дефектов и свойств заготовки, определение энергетических параметров процесса. В результате требуется откорректировать предложенный техпроцесс, добиться снижения расхода материала, повышения качества поверхности заготовки, повышения ее механических свойств, отсутствия дефектов, увеличения стойкости инструмента, снижения потребной мощности оборудования.
|
|  |
Результаты моделирования
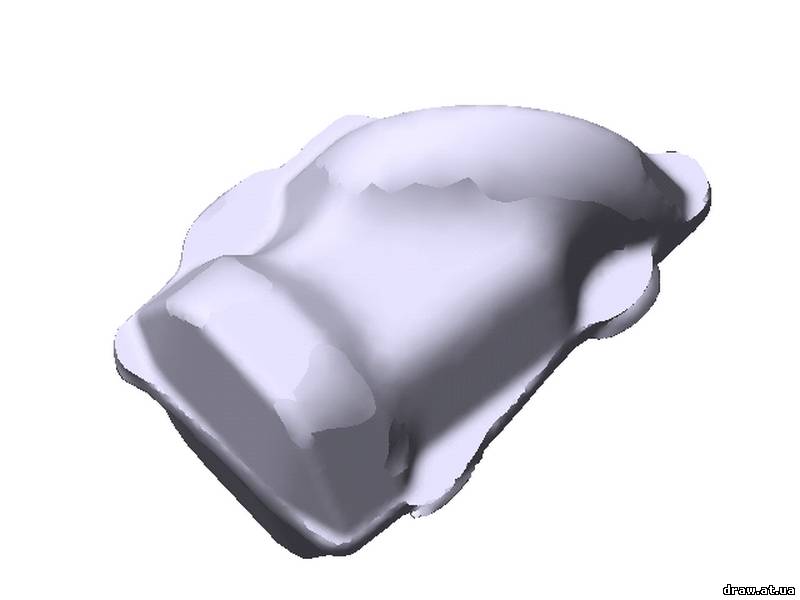
Первый вариант техпроцесса
| Первая предварительная
штамповка
| Вторая предварительная
штамповка
| Диаметр заготовки - 70 мм.
Переходы:
- Первый предварительный, обрезка
- Второй предварительный, обрезка
- Окончательная штамповка, обрезка
- Рихтовка
В результате моделирования было установлено, что имеется избыток металла, что подтверждается большой шириной облоя, а также то, что укладка заготовки в ручей допускает неоднозначное положение заготовки и нуждается в доработке. Необходимо уменьшить диаметр заготовки.
|  | |
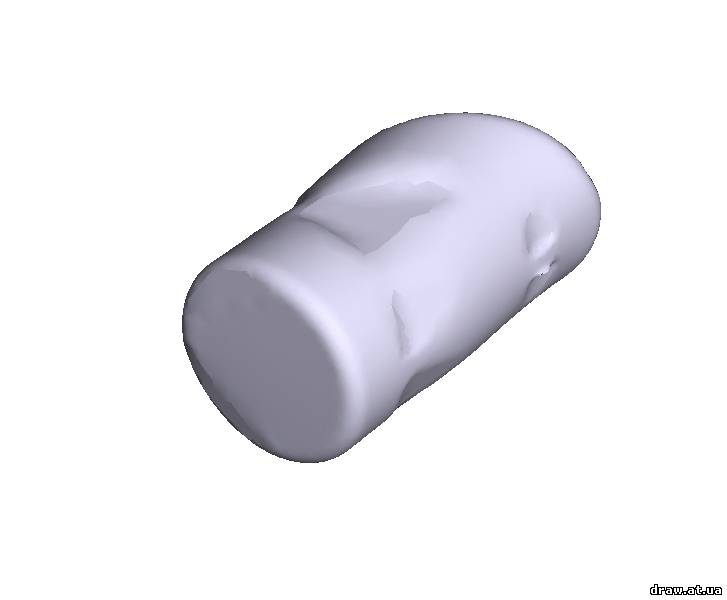
Второй вариант техпроцесса
|
|
| Первая предварительная штамповка | Диаметр заготовки - 60 мм.
Переходы:
- Первый предварительный, обрезка
- Второй предварительный, обрезка
- Окончательная штамповка, обрезка
- Рихтовка
Установлено, что из-за изменения диаметра заготовки отпадает необходимость в первом предварительном и первом обрезном переходах, т.к. на этом этапе деформация незначительна. Укладка заготовки стала более приемлемой.
Принято решение исключить первый предварительный и первый обрезной переходы их техпроцесса, а также изменить конструкцию ручьев штампов.
|
|  |
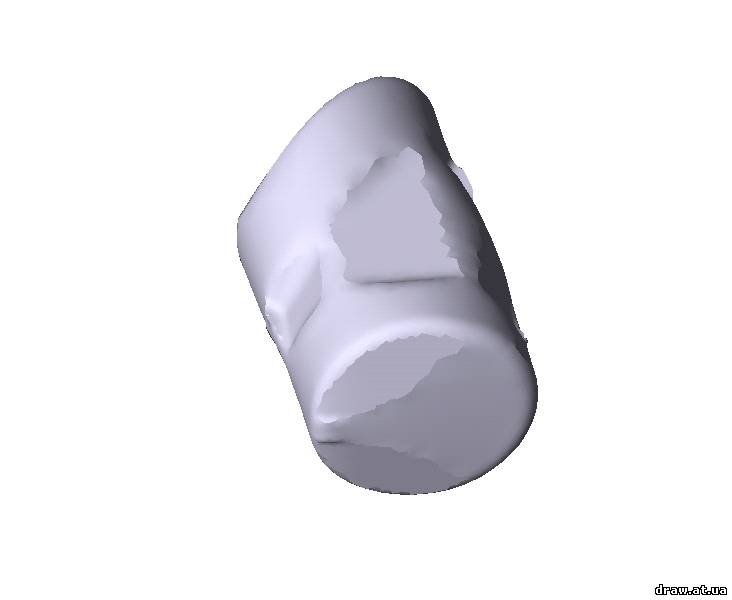
Третий вариант техпроцесса
|
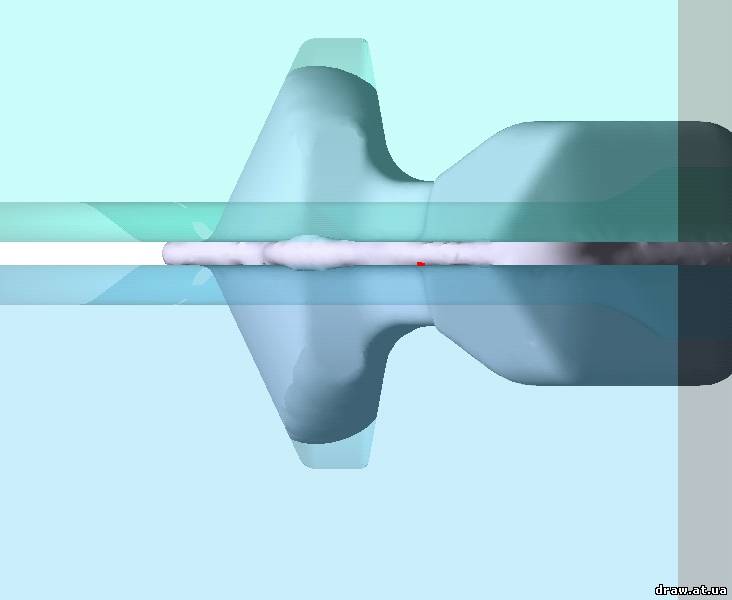
| Предварительная штамповка | Дефект геометрии - незаполнение
| Диаметр заготовки - 60 мм.
Переходы:
- Первый предварительный
- Окончательная штамповка, обрезка
- Рихтовка
Установлено, что после предварительной штамповки образуется незначительный облой, не по всему контуру, что создаст определенные трудности при обрезке на обрезном штампе. На окончательной штамповке имеет место незаполнение по большому диаметру.
Принято решение исключить предварительный обрезной штамп из техпроцесса, а также изменить конструкцию ручья окончательного штампа, уменьшив высоту облойного мостика на 2 мм.
Повторный расчет подтвердил правильность принятого решения.
|  |  |
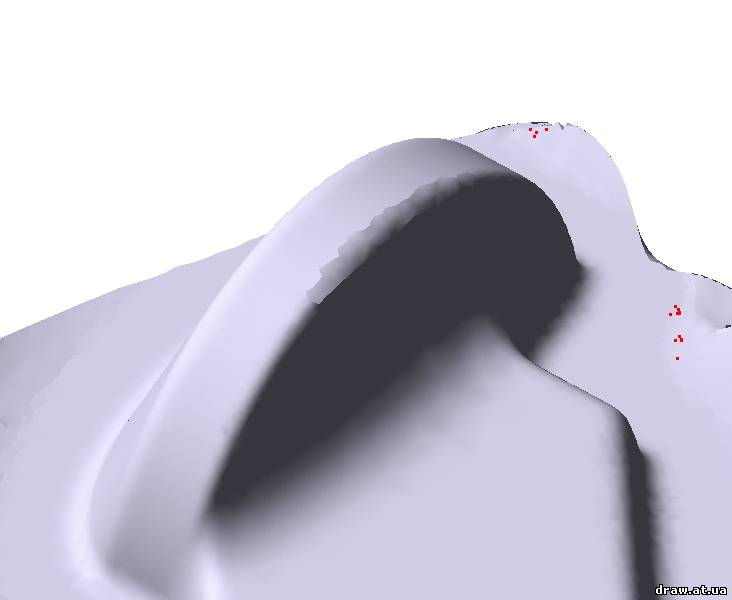
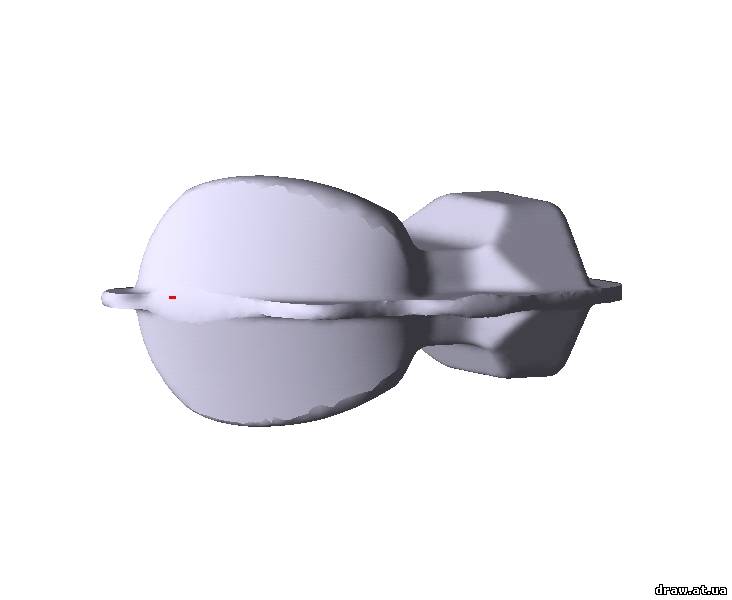
Четвертый вариант техпроцесса |
| Заполнение ручья штампа
| Окончательная штамповка | Диаметр заготовки - 55 мм.
Переходы:
- Первый предварительный
- Окончательная штамповка, обрезка
- Рихтовка
Проверочный расчет формообразования при заготовке-прутке диаметром 55 мм показал, что имеет место незаполнение ручья штампа. Данная заготовка для использования в производстве не может быть рекомендована.
| 
| 
|
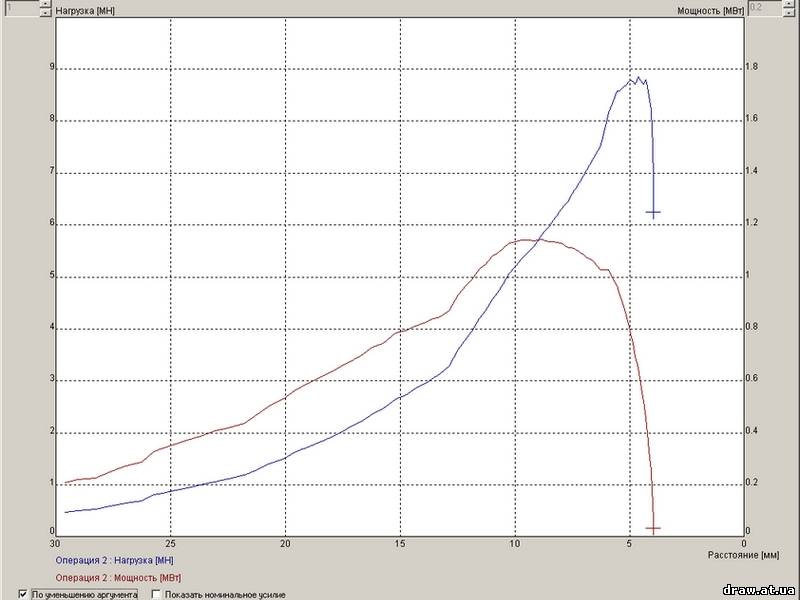
Энергетический анализ
| График зависимости усилия и мощности от расстояния
| | Применение
специальных возможностей программного обеспечения позволяет на стадии
проектирования производить необходимый энергетический анализ и
учитывать его результаты при выборе оборудования. | 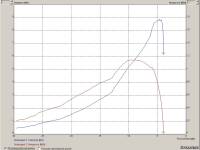 |
Выводы и рекомендации по результатам моделирования
В результате моделирования принято решение использовать третий вариант техпроцесса, что обеспечило:
- Сокращение количества переходов с 7 до 4;
- Уменьшение диаметра заготовки с 70 мм до 60 мм;
- Получение правильной геометрии штамповки;
- Устранение поверхностных дефектов.
Также был произведен подбор оборудования, наиболее выгодного по энергетическим параметрам.
За счет применения компьютерного моделирования были сэкономлены значительные материальные ресурсы, за счет снижения расходов на опытные работы и многократные доработки оснастки.
Изготовленная по результатам моделирования оснастка при работе по предложенному техпроцессу сразу обеспечила получение годной штамповки, без доработок и корректировок.
|
|