Технологическая подготовка изготовления деталей литейной формы на станке с ЧПУ
Фото инструмента
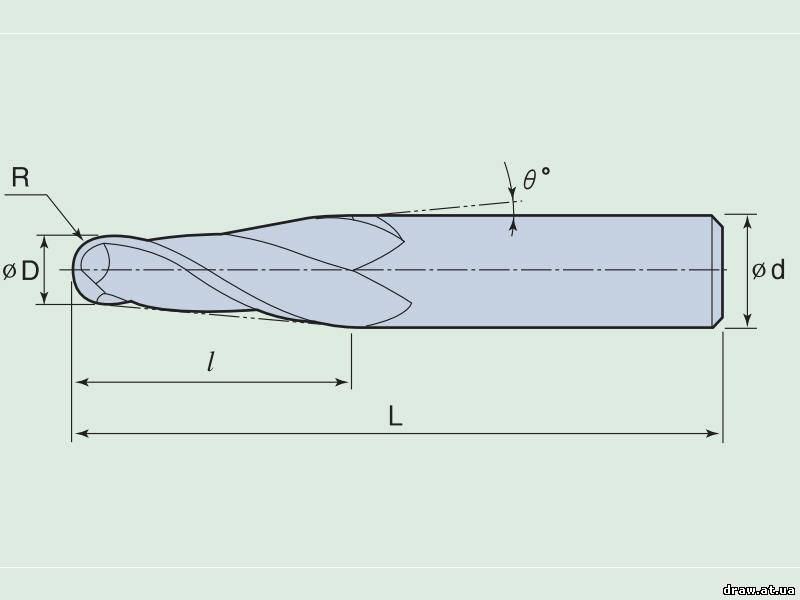
Эскиз инструмента
При обработке формообразующей поверхности матрицы были использованы цельные твердосплавные радиусные фрезы: с R2 у основания и углом рабочей части 3º; с R1 у основания и углом рабочей части 3º на сторону.
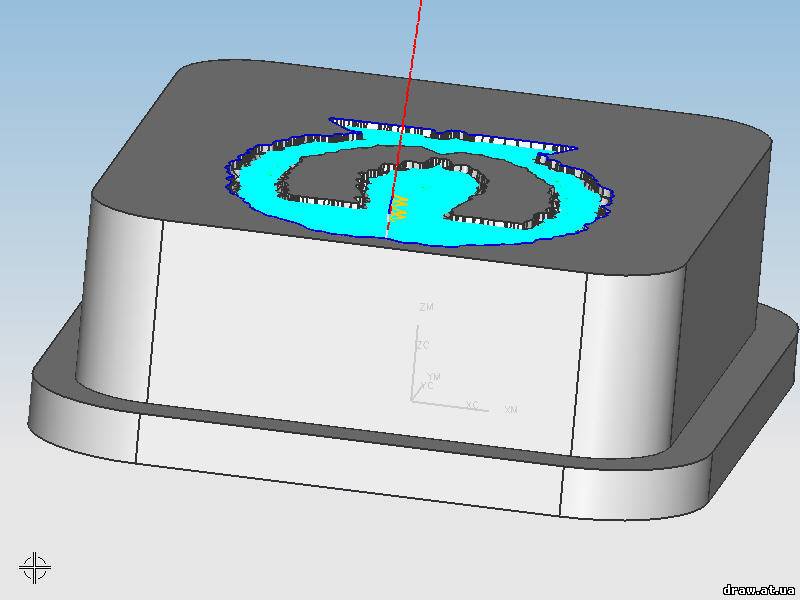
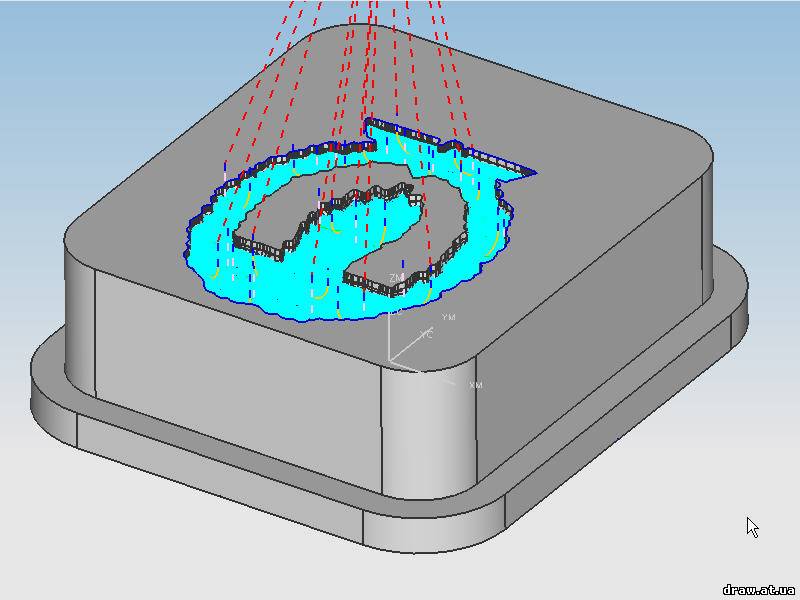
Обработка матрицы фрезой R2
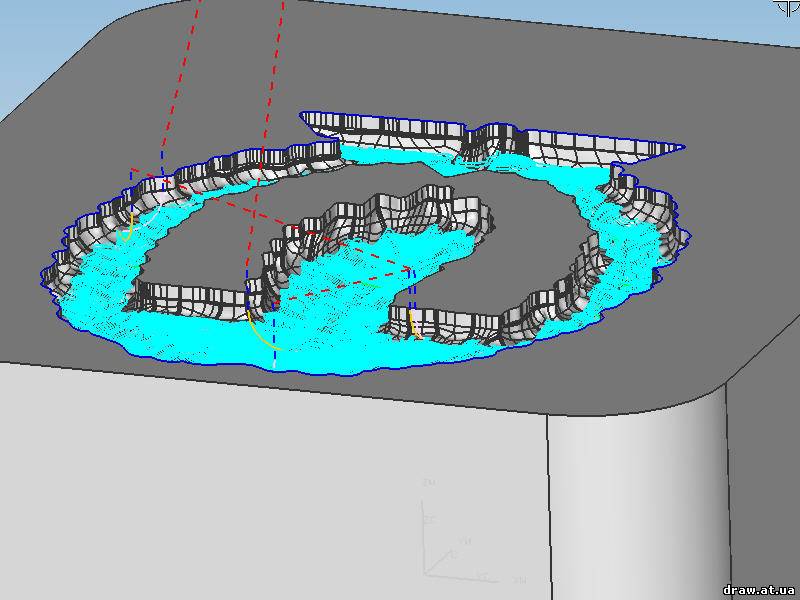
Обработка матрицы фрезой R1
Черновая
(обдирочная) операция - снятие основного слоя металла - проводилась
послойно, глубина снимаемого за один проход слоя составила 0,5 мм.
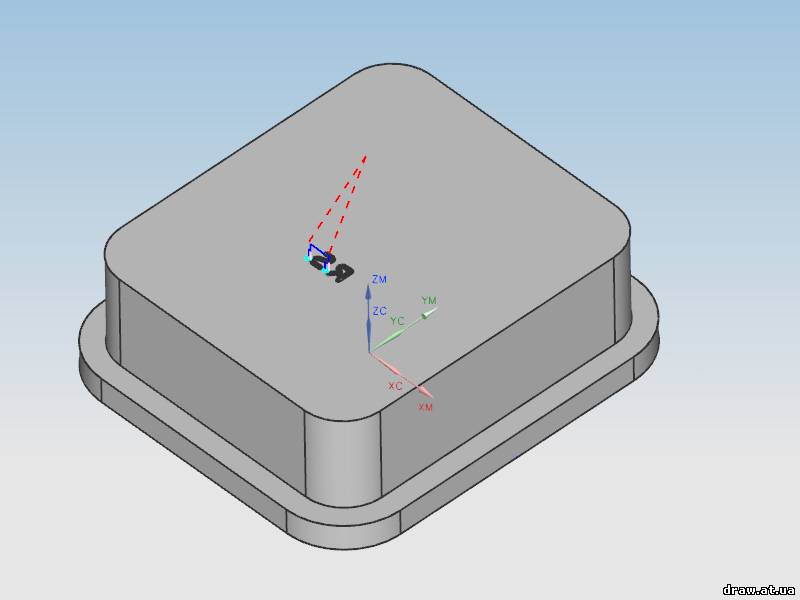
Обработка матрицы фрезой R0.7
Обработка матрицы фрезой R0.2
Дальнейшая обработка велась фрезами со
сферическим торцом с последовательным уменьшением радиуса от R1 до
R0.2, с целью получения формы максимально соответствующей поверхности
3D-модели
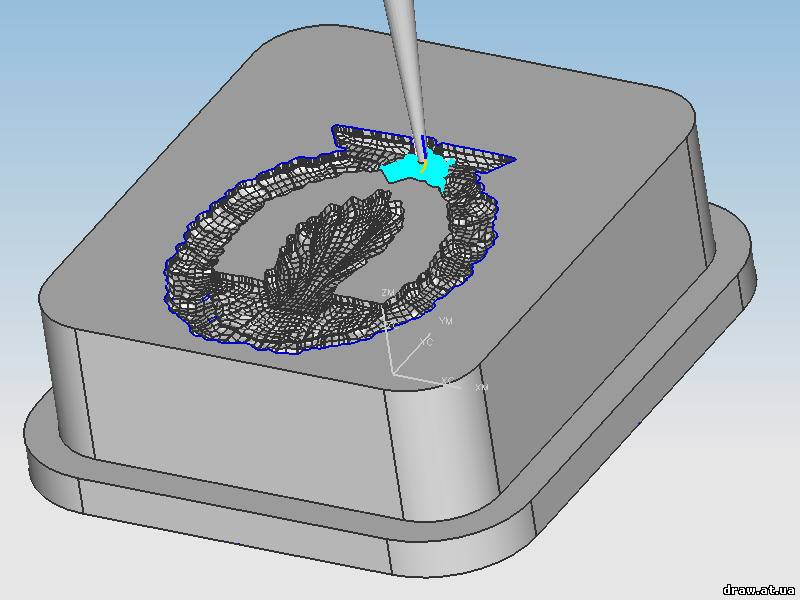
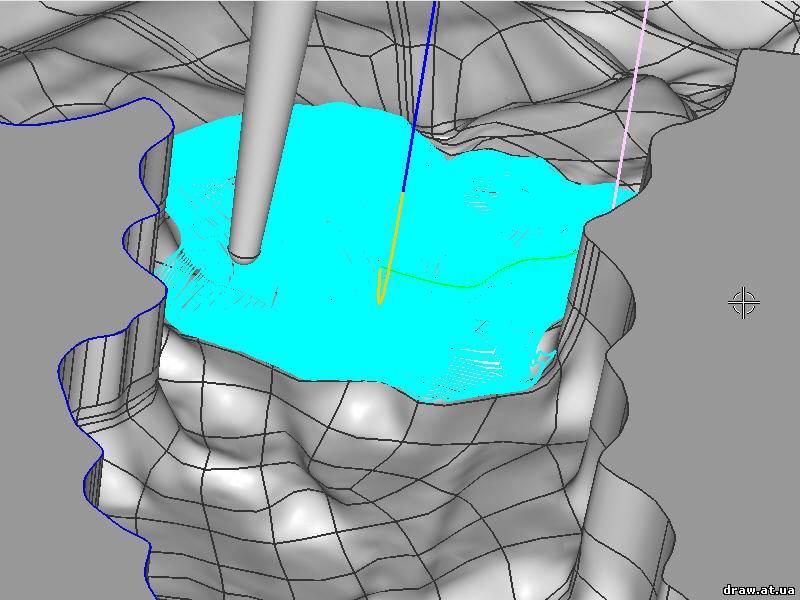
Фрагмент обработки матрицы фрезой R0.2
Фрагмент обработки пуансона фрезой R0.2
На визуализации представлены фрагменты
обрабатываемых элементов.