Технологическая подготовка изготовления деталей пресс-формы на станке с ЧПУ
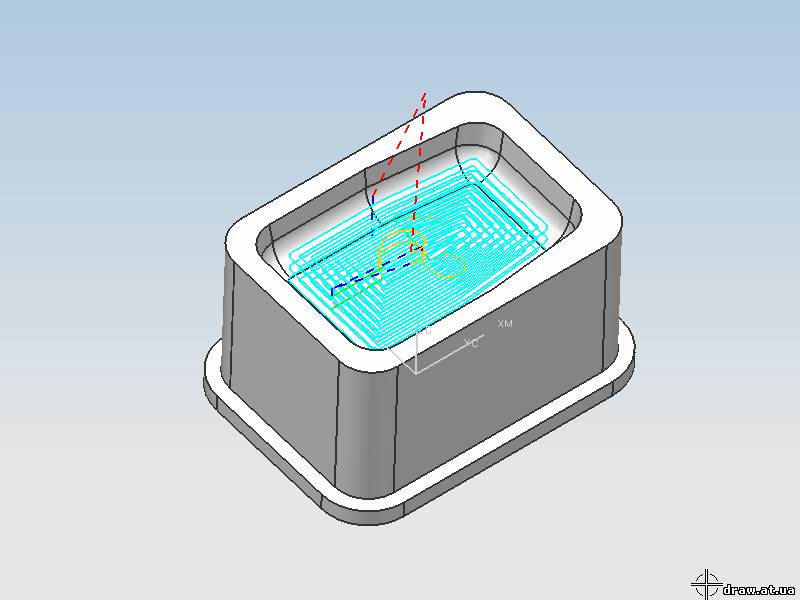
Обработка матрицы
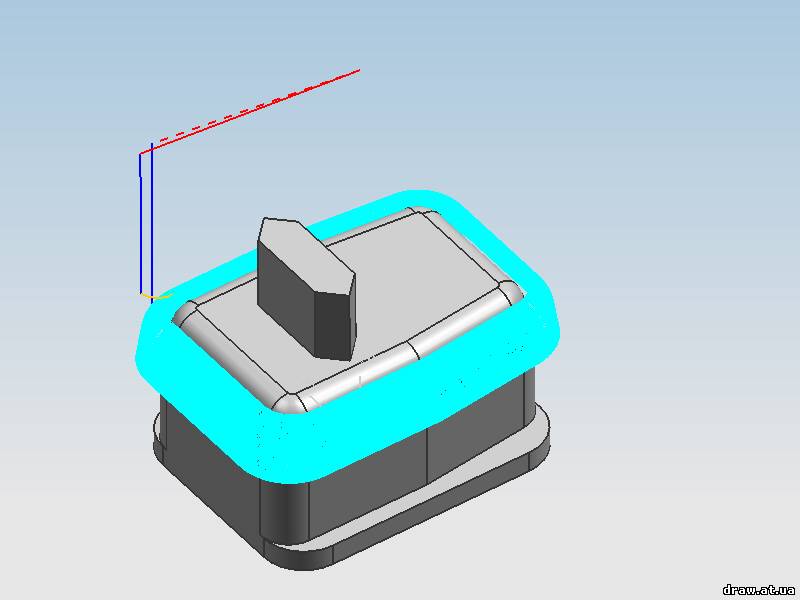
Обработка пуансона
Фото инструмента
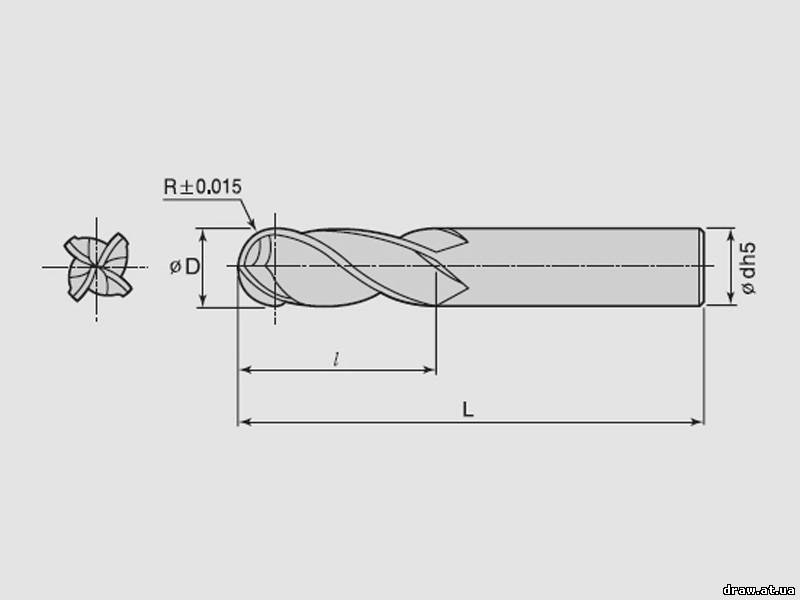
Эскиз инструмента
Для обработки формообразующей поверхности матрицы пресс-формы
использовалась фреза цельная твердосплавная диаметром 12 мм с радиусным
торцем 6мм. При черновой обработке реализовано врезание инструмента по
спирали для повышения его стойкости.
Обработка матрицы
Визуализация обработки ускорена – фактическое общее машинное время обработки изделия 35 мин.
Фото инструмента
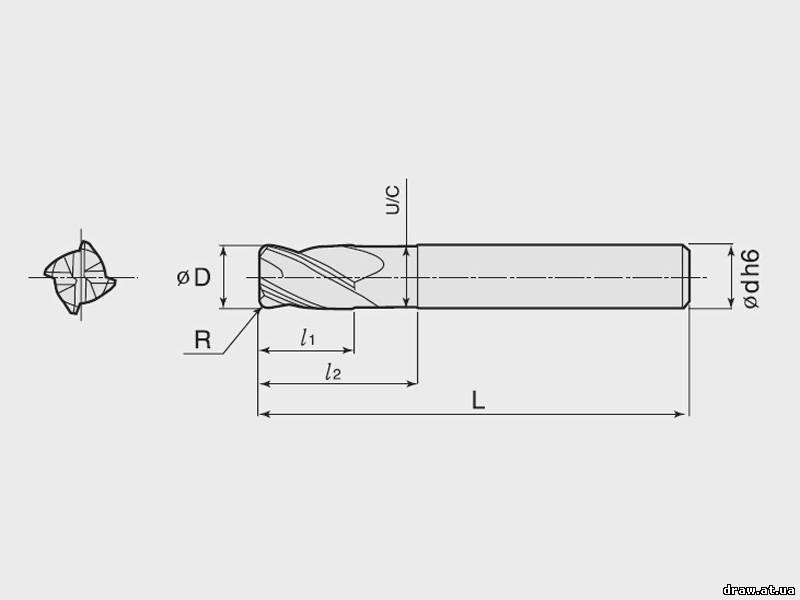
Эскиз инструмента
Для обработки пуансона пресс-формы применялась
фреза цельная твердосплавная диаметром 16 мм с плоским торцем - для
обработки начерно с припуском 0,5 мм и для чистовой обработки
посадочных поверхностей.
Фото инструмента
Эскиз инструмента
Для обработки формообразующей
поверхности использовалась фреза цельная твердосплавная диаметром 12 мм
с радиусом по зубу 2 мм. При чистовой обработке применялось попутное
фрезерование.
Обработка пуансона
Визуализация обработки ускорена – фактическое общее машинное время обработки изделия 45 мин.
Контроль контакта заготовки с элементами станка
Применение
специальных возможностей САПР позволяет на стадии проектирования
проводить необходимый анализ (в данном примере контроль
инструментального блока) и вносить соответствующие изменения по
согласованию с заказчиком, что значительно сокращает затраты на
внедрение детали в производство.